




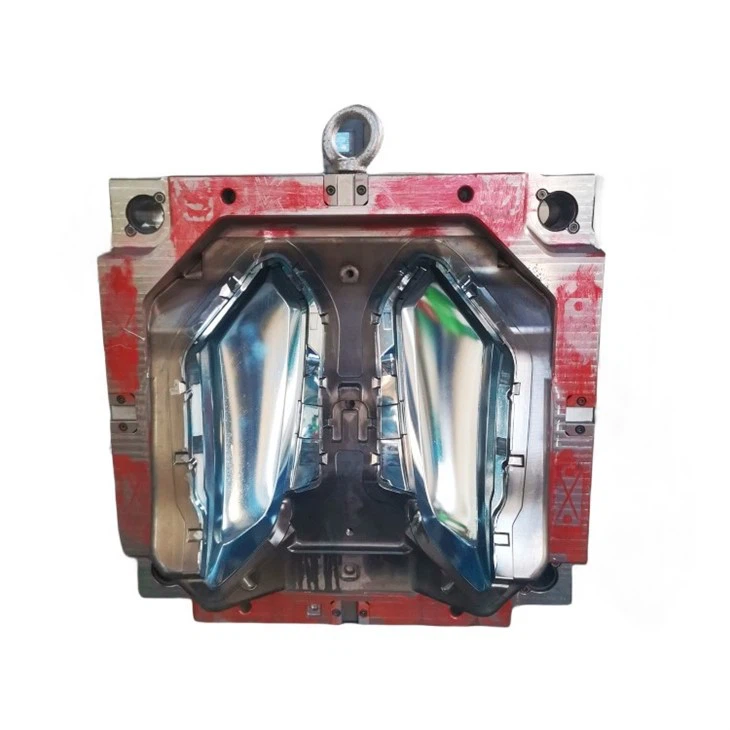
Headlight Mould
Taizhou Huangyan Pinheng Mould Co., Ltd
Taizhou Huangyan Pinheng Mould Co., Ltd., a professional mould manufacturer specializing in plastic injection mould since 2003. We take great pride in producing high-quality and innovative moulds for various industries. One of our key strengths is our expertise in mould designing and manufacturing for automotive parts. We excel in producing moulds for automotive components such as headlight, tail light, bumper, grille, rearview mirror housing, and exterior and interior parts. Our commitment to excellence has earned us the trust and loyalty of numerous clients in the automotive industry sector.
Why Choose US
One-stop solution
With rich experience and one-to-one service,we can help you choose products and answer technical questions.
Customization services
They provide customization services to meet specific customer requirements, ensuring that clients receive products that exactly fit their needs.
Innovation
We are dedicated to improving our systems continually, ensuring that the technology we offer is always cutting edge.
24h online service
We try and respond to all concerns within 24 hours and our teams are always at your disposal in case of any emergencies.

A car tail light typically contains several plastic parts, including the lens cover, housing, and sockets for the bulbs. The lens cover is usually made of a clear or colored PMMA that is designed to be durable and withstand exposure to the elements. The housing, which holds the lens cover in place, is also typically made of plastic. The sockets for the bulbs are also usually made of plastic and are designed to securely hold the bulbs in place while allowing them to be easily replaced when necessary.

Grille is also known as car front face, ghost face, and water tank guard, etc. Its main function is to provide air intake and ventilation for water tanks, engines, air conditioners, etc., to prevent damage to internal components of the vehicle by foreign objects during driving, and to enhance its appearance and personality.

Rearview mirrors are an important part of automotive exterior parts. They are located on both sides of the car and are one of the most important exterior parts of the car. A car rearview mirror is a device used to allow drivers to observe road conditions while driving. It can be said to be the driver's eyes.

The light lens is usually made of clear PC. Product of clear PC has high requirement for the mould, such as high quality steel with good polishability and high precision dimensions. Our company could offer good quality light lens mould at fair price. One of our advantages is that we are with rich experiences in making 2k mould for two colors of lens. Our technical team know well about 2k injection moulding technology and is able to provide you very good 2k mould.

The function of reflector inside the automotive lamps is to prevent the light from diverging and make the light better concentrated. The light from the car bulb is mainly reflected through the reflector installed on the inside. If there is no reflector, the light collection is poor and the reflection effect is reduced.

Bumper is an very important part for vehicles. Our company is a professional plastic injection mould maker for front bumper mould. Whatever the bumper is for OEM or after market needs, our talent team is able to provide most suitable mould designing and manufacturing solution to meet customer's demand. We offer high grade mould for OEM and low cost mould for after market to help customer saving cost.

The rear bumper serves multiple key functions. Firstly, it acts as a protective barrier, absorbing and distributing impact energy during collisions to minimize damage to the vehicle and its occupants. Secondly, it helps prevent scratches, dents, and other minor damages that can occur during parking or low-speed impacts. Thirdly, the rear bumper may incorporate safety features like crumple zones and sensors for collision avoidance systems. Lastly, it contributes to the overall aesthetic appeal of the vehicle, complementing its design and providing a visually pleasing appearance.

Fog lamp parts usually require high heat resistance, so the selection of the mould steel and the processing parameters of the reflective pattern are extremely important. Fog lamp housing usually uses PBT+30GF materials with higher heat resistance, so the choice of gate location is very important.

Automotive light guide bars play a crucial role in modern vehicle lighting systems, providing enhanced visibility and safety on the road. Understanding the importance of precision and excellence, we use advanced design software and cutting-edge manufacturing techniques to ensure mould quality.

Automotive headlight housings have evolved from round, stamped steel assemblies to thermoset parabolic reflectors with diamond-like angles, covered with clear lenses. Today's BMC (bulk molding compound) reflectors are cosmetic parts with complex curves and shapes. Their parabolic surfaces are the aiming mechanisms for the light. With the move to clear lenses, any imperfections in the surface of the parabola can easily be spotted. In the U.S., Europe, and Japan, forward lighting must adhere to stringent specs regarding the luminous intensity distribution along the forward direction of the driver's view. Any imperfection in the parabolic surface can cause problems with metallizing the reflector and potentially distort or alter the intensity and direction of the light beam.
Advantages of Headlight Mould
Headlight lens covers are a shield for the bulbs, wirings, reflectors, and other delicate components of the headlights. It protects the interior features against dust, stones, rain, and other environmental factors as a shield.
Well-designed car lens covers use premium materials like polycarbonate or acrylic, which possess outstanding light transmission properties, ensuring an improved light output. Therefore, the headlight lens cover will optimize the light produced by the light bulbs for more effective visibility, which is crucial, especially when driving at night or during harsh weather like rain or fog.
As the headlight lens shields its light source from environmental elements, it extends its lifespan. Also, the materials used for manufacturing headlight lens covers are usually highly durable, crash and impact-resistant.
These headlight lens covers allow you to customize your vehicle's appearance. When designing a headlight lens for your car, you can choose a distinct color, style, and pattern to enhance your car's appearance, giving it a unique, eye-catching style. You could even include a specific branding pattern or graphics as you customize the headlight lens.
Since the materials used in creating car lenses are usually crash and abrasion-resistant and can withstand harsh environmental elements, they tend to incur little to no maintenance costs. Some can even resist UV exposure's clouding and yellowing effects, ensuring the lens cover maintains a clear aesthetic appearance for extended periods.
Material And Process Characteristics Of Headlights
Typically, headlights consist of a base and a shell. The base is usually made of a thermosetting material called BMC (Bulk Molding Compound), while the shell can be crafted from materials like PMMA, PP, and ABS and is often in two or three colors. When producing dual-color headlights, it's essential to align the center distances of the two screws with the center distance of the dual-color mold. Additionally, several crucial aspects deserve our attention:
Factors Influencing Stable Headlight Formation
Control unit response: Extended switch points, noise interference, unstable command output, unstable temperature.
Mold temperature control.
Common Issues in Designing Tail Light-Specific Plastic Feed Tubes
Screw idling without feeding.
Corrosion and wear of the screw, leading to a shortened lifespan.
Key Design Points for Screw Feed Tube Assembly
The plasticizing screw feed tube assembly, being the heart of the injection molding machine, is responsible for transporting, melting, blending, and measuring plastic raw materials. So, the plasticizing screw greatly affects the quality of the molded product.
The primary objectives of improving the plasticizing screw are to enhance shear blending, ensure even blending, increase plasticizing capacity, and ensure uniform melt temperature.
Tail Light-Specific Screw Design Focus
L/D ratio: 21~23.
Compression ratio: 2.3, with the feed section at about 50%, the compression section at about 30%, and the metering section at about 20%.
Countermeasures for Defective Headlight Injection
Scorched marks: Reduce injection pressure, adopt multi-stage deceleration injection, and vacuum the mold.
Sink marks: Adopt a uniform thickness design, increase holding pressure and time, and replace the check valve.
As it's not for external display, the appearance of the plastic part should not have defects like spots, shrinkage depressions, weld lines, flash, etc. (The requirement for appearance shrinkage marks isn't very stringent).
Being a functional internal part, assembly requirements for areas like the light hole and rear cover hole are high.
The plastic part has a complex shape. The external side has six undercuts. Except for the light hole, which isn't mirrored, all other features are symmetrical between the left and right.
The external side of the plastic part has six undercuts, necessitating the use of a lateral core-pulling structure.
Based on the features of the plastic part, there's a risk of the headlight casing sticking to the mold. The design of the plastic part should prevent this from sticking.

Materials Used In Automotive Headlight Molding



Polycarbonate (PC)
Polycarbonate (PC) is a high-molecular polymer containing carbonate groups in its molecular chain. Due to its excellent mechanical properties, it's often referred to as "bulletproof rubber." It boasts high mechanical strength, a wide range of operating temperatures, good electrical insulation (though arc resistance remains unchanged), dimensional stability, and transparency. Manufacturers use PC widely in headlights and other areas.
In headlight molding, PC constitutes about 50% of the plastic materials, primarily used in front lights, fog lights, reflectors, aluminized decorative pieces, and face shields. PC adheres well to the aluminum layer, allowing for direct aluminum plating on a PC substrate.
Modified Polypropylene
Polypropylene, abbreviated as PP, is frequently modified for use in automotive headlights. Modified PP exhibits strong electrical insulation, chemical corrosion resistance, fatigue resistance and boasts the highest mechanical and heat resistance among general plastics. Its cost advantage over other plastics is also significant.
Manufacturers use modified PP in about 30% of the plastic materials for headlights. They use it for tail light covers, decorative panels, wire harness channels, front light bodies, and rear covers.
PMMA (Acrylic)
PMMA, commonly known as acrylic or organic glass, is a transparent amorphous plastic. It offers good mechanical properties, is sturdy and rigid at room temperature, and has a light transmittance of over 92%. Even after ten years of outdoor exposure, its transmittance only drops to 89%. PMMA retains its shape over prolonged outdoor exposure and resists various chemical erosions, making it ideal for optically transparent products.
ABS And PC/ABS Alloy
ABS is a terpolymer made up of acrylonitrile, butadiene, and styrene. In the realm of headlight molding, ABS is typically modified with PC, combining the strengths of both materials. The heat resistance lasts for a long time, up to 110~120℃. Manufacturers can change the amount of PC in ABS depending on the desired temperature and impact performance. ABS and PC/ABS alloys are generally used for rear light casings and decorative panels.
PBT
PBT, commonly known as polybutylene terephthalate, exhibits good mechanical properties after modification. Reinforced PBT with glass fibers accounts for over 70% of the market share. It has low friction, good self-lubrication, thermal stability, chemical stability, excellent electrical insulation, rigidity, impact resistance, and dimensional stability. PBT is typically used for decorative rings and adjustment device brackets in front lights.
PET (Polyester)
Also known as polyester, PET, along with PBT, is referred to as thermoplastic polyester or saturated polyester. In recent years, PET has gradually replaced heat-resistant PC plastics for headlight decorative rings. PET's advantages over heat-resistant PCs include higher heat resistance, better processing capabilities, and lower costs.
Nylon (PA)
Nylon, or polyamide (PA), represents a vast category of plastics. Common screws or brackets in headlights use glass fiber-reinforced nylon 6 or nylon 66. Aromatic PA, a special type of nylon, has higher heat resistance and strength than PA6 or PA66. Manufacturers use it for critical adjustment structures and internal brackets in headlights.
PEI (Polyetherimide)
PEI is an amber transparent solid known for its inherent flame resistance and low smoke generation. It has strong high-temperature stability and retains good toughness and strength even when not reinforced. PEI's thermal stability makes it suitable for manufacturing high-temperature-resistant devices. Some newly designed car headlights have started using PEI for their reflectors.
BMC Material
BMC is a thermosetting material primarily used to produce headlight reflectors. It's a bulk molding compound made from short-cut glass fibers mixed with unsaturated polyester paste. BMC products exhibit good mechanical properties, high dimensional stability, and excellent surface gloss. They are water-resistant, oil-resistant, corrosion-resistant, heat-resistant and have excellent electrical properties.
●The appearance of the surface is very high, and the surface is not allowed to have spots and gate marks, and defects such as shrinkage dents, welding marks and flashing are not allowed.
●Plastic parts are electroplated parts, with strict light distribution requirements, and the appearance surface is plated with aluminum. The draft design of the draft surface should be reasonable and at least 5°should be guaranteed.
●The shape of the plastic parts is complex, the surface is smooth, the inner and outer sides of the plastic parts have no back buckles, and there is no need to pull the core laterally. The plastic parts are left and right mirrors.
The Molded Part Design of the Automotive Lamp
Molded parts and templates of Automotive lamp mold are integrated, commonly known as original body. Compared with split structure, utility model has advantages of compact structure, good strength and rigidity, small volume of mold, and avoids complicated procedures such as opening frame, arranging frame and manufacturing wedge.
Inner surface of headlight reflector is very high in requirements, and roughness is small. It is not allowed to have thimbles and inlay marks. Therefore, it must be formed by fixed molding, and outer surface is relatively low in requirements, and is formed by a movable mold.
This plastic part is one of the most important Automotive exterior parts , and it is a high-gloss piece, and surface needs vacuum plating. When designing this lamp mold, we must first pay attention to selection of mold materials. Due to poor fluidity of BMC material, overflow tank needs to be designed around movable template cavity. Bottom of overflow tank needs to be designed with a push rod to facilitate ejection of material. BMC thermosetting materials are filled with glass fibers, and mold needs to have high wear resistance, hot red hardness, and thermal fatigue resistance. Due to strict light distribution requirements of mirror, core needs to have good polishing performance. Therefore, fixed-mode material is made of German 2344ESR hot work tool steel with excellent hardenability, and quenching hardness is 48-52HRC. Steel material is remelted by vacuum electroslag, which improves crystal uniformity of steel and has excellent polishing effect. Fixed molds are often hard chrome-plated and polished to reduce surface roughness, improve wear resistance and prevent rust. Dynamic mold insert material using German 2344HT hot work tool steel, quenching hardness of 48 ~ 52HRC.
Insertion angle of fixed part of movable and fixed mold is at least 7 degrees. In order to ensure precise positioning of fixed mold, movable and fixed mold is positioned by four corners and four sides. Since insertion needs to be accurately positioned, fixed mold needs to be tightly matched during FIT mode. For mold appearance and mold matching, 5 degree wear block is designed in fixed mold, so as to prevent fitter from grinding mold to be difficult to see due to use of sander. At the same time, design of wear block is convenient for fitter to match mold, which ensures beauty of lamp mold.
The Mold Design of the Automotive Lamp
Parting surface is smooth and has no sharp corners, no thin steel, wireless or dot sealant; surface sealant is constructed, and method of stretching, sweeping, meshing is used in parting, and parting is constructed according to shape of plastic part. Parting surface of lamp mold is extremely high, and surface of built surface is not allowed to wrinkle. Constructed parting surface can effectively guarantee CNC machining precision, does not require EDM clearing angle, and parting surface is not prone to burrs. High-speed machine is required for lamp mold splitting surface light knife, and spindle speed of machine tool is guaranteed to be at least 20,000 rpm per minute.
Matching part between insert and movable mold, root of stop is designed with a suitable process to reverse R angle or avoid vacancy, which simplifies processing procedure, reduces processing time and improves processing efficiency.
All non-formed corner design R angle, to prevent stress cracking, process R angle is not less than R5, according to size of mold, design a relatively large process R angle; sharp edge of mold is easy to cause accidental injury to operator. Edges of mold that are not involved in forming or mating should be designed with inverted C or R angles. A larger chamfer should be designed as much as possible according to size of mold.
Avoiding gap of parting surface: width of mold parting surface is 40MM, and fixed moving mold outside parting surface should avoid 1MM to effectively reduce processing time. Avoidance of parting surface refers not only to peripheral parting surface, but also to large-area parting surface. Special note: Width of mold parting surface includes exhaust groove. In large area of shelter, pressure block should be designed to ensure uniform force of lamp mold, avoid appearance of burrs during long-term production of lamp mold, and avoid air in perforated area. At the same time, vent hole should be designed in fixed or movable mold to facilitate discharge of compressed air when mold is closed.
Parting surface is constructed according to shape of plastic part, and plastic part is optimized when necessary. For medium and large molds, pressure plate groove is opened as much as possible to facilitate CNC machining. When designing parting surface, try to simplify mold manufacturing, smooth as principle, parting surface is made without thin steel, no sharp corner, and insertion angle is reasonable.
Split surface is smooth and flat. When UG splitting, it is forbidden to have many broken facets (easy to knives during CNC machining, and machining accuracy is reduced). Try to build parting surface with extended surface, mesh surface and sweep surface, or extend 10-20mm sealing surface first, and then make stretching surface and transition surface. Sealing surface is designed according to tonnage of injection molding machine and size of lamp mold.
Parting surface or insertion hole is designed to be inserted at an angle of more than 7 degrees to improve service life of Automotive lamp mold.
FAQ
Hot Tags: headlight mould, China headlight mould, double color tail light mould, hyundai bumper mould, Plastic Basin Mould, Plastic Pallet Mould, Garbage Bin Mould, car front box mould
Previous
Light Lens MouldNext
Fog Light MouldYou Might Also Like






Send Inquiry