




Plastic Injection Mould
What is Plastic Injection Mould
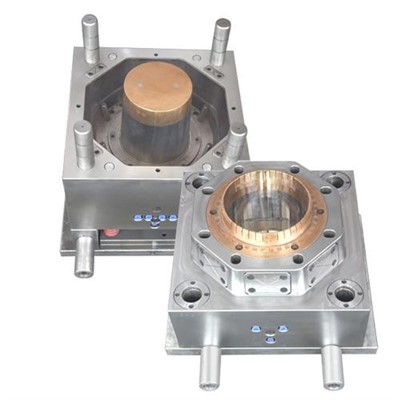
A plastic injection mould is a specialized tool used in plastic injection molding to shape molten plastic into a desired form. It consists of two halves, the core, and the cavity, which come together to create the final shape of the molded part. The mold also includes features such as a runner system for plastic flow, a cooling system for rapid solidification, an ejector system for part removal, and venting to prevent defects. Made from hardened steel, injection molds are crucial for producing high-quality, precise plastic components used in various industries, including automotive, electronics, and consumer goods.
Highlights of Plastic Injection Mould
Core and Cavity: The mold typically consists of two halves: the core and the cavity. These halves come together to form the final shape of the molded part.
Runner System: This is a network of channels through which molten plastic flows from the injection molding machine into the mold cavity. It includes sprue, runners, and gates. Typically, it has cold runner or hot runner.
Cooling System: Channels or passages within the mold that facilitate the circulation of a cooling medium (typically water) to rapidly cool the molten plastic, solidifying it into the desired shape.
Ejector System: Mechanisms that help remove the molded part from the mold cavity after it has cooled and solidified. This may include ejector pins or plates.
Venting System: Spaces or channels in the mold that allow for the escape of air and gases during the injection process to prevent defects such as air traps or burns.
Draft Angle: Tapered surfaces incorporated into the mold design to facilitate easy ejection of the molded part from the mold cavity without damage.
Surface Finish: Polishment or textures applied to the mold cavity to impart specific aesthetic or functional properties to the molded part, such as gloss, matte, or grip.











Why Choose Us
One-stop solution
With rich experience in mould industry,we provide one-stop service from product design, mould manufacturing to final production.
Cost Effectiveness
We strive to provide competitive price without compromising on quality, offering you value for your investment.
Innovation
Our team stays updated with the latest technologies and techniques in mould making, allowing us to provide innovative solutions that enhance your molding production processes.
On-time delivery
We understand the importance of meeting deadlines. Our efficient processes enable us to deliver your mould on time, keeping your production schedule on track.

The manufacturing process for plastic injection mould can vary depending on the specific requirements of the mould and the materials being used. In general, however, the process follows a similar set of steps:
Design: The first step in the manufacturing process is to design the mould. This typically involves creating a 3D model of the plastic product, and then creating a detailed 3D mould, including all of its features and structures. Sometimes, it needs to make 2D mould design drawing for customer to approve. To assure the best mould design solution, we usually need to do moldflow analysis.
Machining: Once the design is complete, the next step is to machine the mould. This typically involves cutting the material to the desired shape and size using equipment such as CNC milling machines, grinding machines, and EDM (electrical discharge machining) equipment. The machining process can be quite complex and time-consuming, as it requires precise measurements and attention to detail.
Assembly: After the individual parts of the mould have been machined, the next step is to assemble them. This typically involves fitting the parts together and securing them with bolts or other fasteners. The mould may also need to be polished or surface treated at this stage to improve its appearance or performance.
Testing: Before the mould is ready for use, it must be thoroughly tested to ensure that it is functioning properly. This may involve running test runs of the moulding process to see how the mould performs and making any necessary adjustments.
Maintenance: Plastic injection moulds require regular maintenance to ensure that they continue to function properly. This may involve cleaning the mould and replacing worn or damaged parts as needed.
There are a number of considerations to keep in mind before undertaking injection moulding:
Financial
The entry cost for injection moulding manufacture can be high - given the cost of the machinery and the moulds themselves.
Production Quantity
It is important to determine how many pieces you wish to manufacture so as to decide whether injection moulding is the most cost-effective production method.
Design Factors
Minimising the number of parts and simplifying the geometry of your items will make injection moulding easier. In addition, the design of the mould tool is important to prevent defects during production.
Production Considerations
Minimising the cycle time will aid production as will using machines with hot runner moulds and well thought-out tooling. Such small changes and use of hot runner systems can equal production savings for your parts. There will also be cost savings from minimising assembly requirements, especially if you are producing many thousands of even millions of parts.

What Plastics Are Used in Injection Moulding
The most common types of plastic used are high-density polyethylene (HDPE) and low-density polyethylene (LDPE). Polyethylene offers a number of advantages including high ductility levels, good tensile strength, strong impact resistance, resistance to moisture absorption, and recyclability.
Other commonly used injection moulded plastics include:




Acrylonitrile Butadiene Styrene (ABS)
This tough, impact-resistant plastic is widely used across industry. With good resistance to acids and bases, ABS also offers low shrinkage rates and high dimensional stability.
Polycarbonate (PC)
This strong, impact resistant plastic has low shrinkage and good dimensional stability. A transparent plastic that is available in different optically clear grades, PC can provide a high cosmetic finish and good heat resistance.
Aliphatic Polyamides (PPA)
There are many different types of PPA (or nylons), each of which has its own advantages. Generally-speaking, nylons offer high strength and temperature resistance as well as being chemically resistant, apart from against strong acids and bases. Some nylons are abrasion resistant and offer good hardness and stiffness with good impact strength.
Polyoxymethylene (POM)
Commonly known as acetal, this plastic has high hardness, stiffness, strength and toughness. It also has good lubricity and is resistant to hydrocarbons and organic solvents. Good elasticity and slipperiness also provide advantages for some applications.
Polymethyl Methacrylate (PMMA)
PMMA, also known as acrylic, provides good optical properties, high gloss and scratch resistance. It also offers low shrinkage and less sink for geometries with thin and think sections.
Polypropylene (PP)
This inexpensive resin material delivers high impact resistance in certain grades but can be brittle in cold temperatures (in the case of propylene homopolymer). Copolymers offer greater resistance to impact while PP is also wear-resistant, flexible and can provide very high elongation, as well as being resistant to acids and bases.
Polybutylene Terephthalate (PBT)
Good electrical properties makes PBT ideal for power components as well as automotive applications. The strength ranges from moderate to high depending on glass fill, with unfilled grades being tough and flexible. PBT also shows fuels, oils, fats and many solvents, and it also doesn’t absorb flavours.
Polyphenylsulfone (PPSU)
A dimensionally stable material with high toughness, temperature and heat resistance, PPSU is also resistant to radiation sterilisation, alkalis and weak acids.
Polyether Ether Ketone (PEEK)
This high temperature, high-performance resin provides heat resistance and flame retardancy, excellent strength and dimensional stability, as well as good chemical resistance.
Polyetherimide (PEI)
PEI (or Ultem) offers high temperature resistance and flame retardancy, along with excellent strength, dimensional stability and chemical resistance.
Make-up of an Injection Molding Machine
An injection molding machine is made up of a material hopper, barrel, an injection ram/rotating screw, heating device, moveable pattern, ejectors, and mold inside the mold cavity. Generally, machines work in a horizontal manner.
The function of the clamping unit is opening and closing a die, and the ejection of parts. There are two types of clamping methods - a toggle type shown and the straight-hydraulic type, which allows a mold to directly open and close with a hydraulic cylinder.
The hopper is located at one end of the barrel, and the hydraulic rotating screw runs by electric motor. The screw is rotated to melt plastic introduced from the hopper. After the required amount of molten plastic is accumulated, the injection process is started. On the other side of the barrel, a mold is attached.
While molten plastic is flowing in the mold, the injection molding machine controls the speed of the screw (or the injection speed). It also controls pressure as plastic fills the cavities. Speed control and pressure control is set where screw position and injection pressure reaches a certain value.
Molds for plastic injection consist of high-strength metal components that have been machined to operate in two halves. The molten plastic flows into a mold through a sprue and fills cavities by way of runners and gates. Then, the mold is opened after the cooling process and the ejector rod of the injection molding machine pushes the ejector plate of the mold to eject moldings.
The composition of an injection mold is significant in order to function properly during the injection molding process. Although molds typically have two halves, a cavity side and a core side, there are often dozens of precision features that make up each half.
Almost all of the machined mold components that function to manufacture a custom-molded part are machined to tolerances of less than +/- 0.001″ or 0.025mm, one-third of the thickness of a piece of copy paper.
What Is the Plastic Injection Molding Process
The injection molding process cycle is quite short, usually lasting between six seconds and two minutes. The process consists of the following stages:
Clamping: Prior to the injection of the heated plastic material into the mold, the two halves of the mold must first be securely closed by the clamping unit. The tremendous force of the clamping unit pushes the mold halves together and keeps the mold securely closed while the material is injected. The time required to close and clamp the mold is dependent upon the machine - larger machines with larger openings require more time.
Injection: Raw plastic material, usually in the form of tiny pellets, is fed into the injection molding machine and conveyed or augered towards the mold by the injection unit. The plastic material heats up by temperature and compression as the screw conveys the plastic pellets through heated zones of the machine barrel. The amount of melted plastic that is conveyed to the front of the screw is an exact portion that will become the final part after injection. The amount of material that is injected is referred to as the shot, and once fully clamped, the machine injects the material into the mold. Injection time can be estimated by the shot volume, injection pressure, and part geometry.
Cooling: The molten plastic inside the mold cools as soon as it makes contact with the interior mold surfaces. The cooling process solidifies the shape and rigidity of the newly molded plastic part. It’s important to note that part shrinkage may occur during the cooling process.
The mold can not be opened until the required cooling time has elapsed. The cooling time requirements for every plastic molded part depend on the thermodynamic properties of the plastic, wall thickness of the part, and the dimensional requirements for the finished part.
Ejection: Once the part has cooled inside the mold, it may be ejected from the mold via the ejection system. Mechanical features of an injection molding machine push the part out of the mold using the necessary force for ejection. During this process, the machine has prepared a new shot of plastic, and once the part is fully ejected, the mold is ready for the next part.

Following the injection molding process, post-processing applications are often required. This may include secondary processes for decorative or functional purposes. With injection molding, there are six common types of injection molding post-processing applications.
Gate Trimming
Painting
Laser Marking
Pad Printing
Heat Staking
Ultrasonic Welding
What Industries Utilize Plastic Injection Molding
Automotive: Many plastic parts in automobiles require a range of intricate design features to function correctly. Typical injected molded components used in automobiles include bumpers, dashboards, and smaller parts, such as cup holders, mirror housings, and many more. Common characteristics of plastic parts for the automotive industry include:
Weather and wear-resistant
High-heat plastic parts maintain integrity in high-temp scenarios
Effective alternative for discontinued parts
Lightweight for reduced emissions/energy saving
Certain polymers stable from the degradation of chemical exposure
Noise and vibration reduction
Reduced cost and weight
Medical: The use of plastics has been widely used for medical device manufacturing. Offering superior quality and precision, custom plastic parts are used in a variety of medical components and offer exceptional mechanical properties. Common characteristics of plastic parts for the medical industry include:
Variety of various colors, shapes, and sizes
High level of design & application flexibility
High tensile strength
Resistant to high temperatures
Reduced cost and weight
Construction: Manufacturers use injection molded parts to produce cost-effective construction parts and products, including tools, fasteners, and accessories. Common characteristics of plastic parts for the construction industry include:
Great stability and durability when exposed to environmental elements
Cost-effective compared to metal or wood
Energy efficient
Lightweight
Many finish options
Plumbing: There was a time when metal, ceramic, or concrete materials were predominantly used in industrial and residential plumbing. Today, while metal pipes, including copper and galvanized steel, are still commonly used, plastic plumbing components have been found to offer superior qualities and offer many valuable characteristics, including:
Corrosion resistance
Low heat conductivity
Non-reactive to chemicals
Reduced cost and weight
Appliance: Appliance manufacturing is another industry that favors the high-volume, highly repeatable process of creating plastic components for product production. Components such as gears, pulleys, pumps, shelves, and trays are a few examples of plastic parts incorporated into refrigerators, dishwashers, kitchen gadgets, and more, which offer greater durability and value. Common characteristics of plastic parts for the appliance industry include:
Resistance to heat, chemicals, and corrosion
Added durability and longevity
Decreased weight
Design flexibility
Ability to incorporate complex processes, such as overmolding
Electronics: When you think of electronics, it’s most likely you think of wires and metal. Although, corrosion-resistant plastic can help improve the performance of electronic components. When compared to other materials, plastics have a superior ability to improve safety and provide insulation. Your television, computer mouse, and many other devices often incorporate parts created with the plastic injection molding process. Common characteristics of plastic parts for the electronics industry include:
Withstand high voltages and high temperatures without degradation
Superior insulating properties, dielectric strength, and thermal performance
Design flexibility
Reduced cost and weight
When creating a component for a product, the cost-effectiveness and design flexibility of plastic injection molding should always be taken into consideration. Plastics can reduce the weight of parts by 50-percent, can be formed into complex shapes, and produce less scrap material (of which is typically recycled). The industry examples listed above are just a few among an extensive list of others that may benefit from injection molded parts. Whenever repeatability, consistency, affordability, and reliability are essential for a medium to high volume thermoplastic component, injection molding is an ideal solution.